



-
Giỏ hàng của bạn trống!


Thước cặp Vernier
Giá bán : Liên hệ
Thước cặp Vernier là gì?
Thước cặp Vernier là một dụng cụ đo dùng để đo chiều dài, đường kính trong, đường kính ngoài và độ sâu. Thước cặp Vernier bao gồm một thước đo chính và một thước đo trượt gắn liền với nó. Nhìn từ phía sau, thước đo Vernier trông như một khối thống nhất, và thước đo độ sâu được kết nối với thước đo Vernier, cho phép đo độ sâu của rãnh và hình trụ.
 |
Thước đo chính thường được đo bằng milimét, trong khi thước đo Vernier có 10, 20 hoặc 50 vạch chia. Tùy thuộc vào số vạch chia, thước cặp Vernier có thể được phân loại thành thước cặp Vernier 10 vạch chia, 20 vạch chia hoặc 50 vạch chia, v.v. Ví dụ: thước đo Vernier 10 vạch chia có giá trị 9mm, thước đo 20 vạch chia có giá trị 19mm và thước đo 50 vạch chia có giá trị 49mm. Thước đo chính và thước đo Vernier của thước cặp Vernier có hai bộ ngàm chuyển động: ngàm trong và ngàm ngoài. Hàm trong thường được sử dụng để đo đường kính trong, trong khi hàm ngoài thường được sử dụng để đo chiều dài và đường kính ngoài.
Thước cặp Vernier có đặc điểm là cấu trúc đơn giản, dễ sử dụng, độ chính xác vừa phải và phạm vi đo rộng. Nó có thể được sử dụng để đo đường kính trong, đường kính ngoài, chiều dài, chiều rộng, độ dày, độ sâu và khoảng cách lỗ của các chi tiết, và có phạm vi ứng dụng rộng rãi, khiến nó trở thành một công cụ đo lường phổ biến.
 |
➢Xem thêm: Thước dây
Cấu tạo thước cặp Vernier
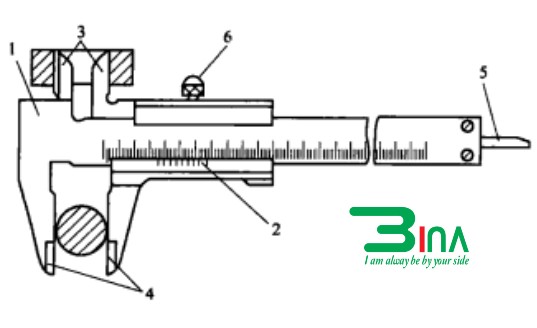
Phần thân chính của thước cặp Vernier là một thân thước chia độ có các vạch chia, được gọi là thước chia chính. Thước chia độ (thước chia phụ) được gắn trên khung trượt dọc theo thước chia chính. Ngoài ra, thước cặp Vernier bao gồm một hàm trên, một hàm dưới, một thước đo độ sâu và một vít cố định. Thước chia độ chính và các hàm trên và dưới cố định bên trái được ghép thành một khối, còn thước chia độ phụ và các hàm trên và dưới di động bên phải được ghép thành một khối khác và lắp vào thước chia chính, có thể trượt dọc theo thước chia chính. Cấu tạo của thước cặp Vernier được thể hiện trong hình dưới đây:
1-Thước chia chính, 2-Thước chia phụ (Vernier), 3-Hàm trên, 4-Hàm dưới, 5-Thước đo độ sâu, 6-Vít cố định
 |
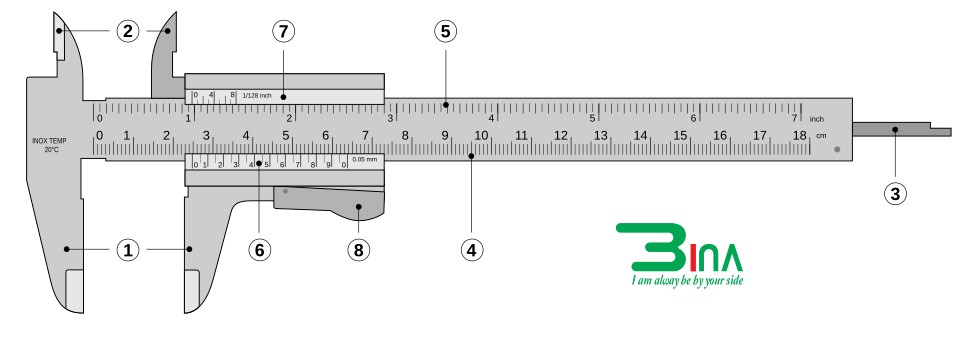 |
Thước chia chính thường được tính bằng milimét.
Thước Vernier có 10, 20 hoặc 50 vạch chia. Tùy thuộc vào vạch chia, thước cặp Vernier có thể được chia thành thước cặp Vernier 10 vạch, thước cặp Vernier 20 vạch, thước cặp Vernier 50 vạch, v.v. Thước cặp Vernier có vạch chia 10 độ và chiều dài 9 mm; thước cặp Vernier 20 độ và chiều dài 19 mm; thước cặp Vernier 50 độ và chiều dài 49 mm. Thước cặp Vernier thông dụng có thể được chia thành ba loại theo độ chính xác, cụ thể là 0,1 mm, 0,05 mm và 0,02 mm. Thước cặp Vernier có độ chính xác 0,05 mm và 0,02 mm phổ biến hơn. Hàm đo Có hai bộ hàm đo di động trên thang đo chính và thang đo Vernier của thước cặp Vernier, đó là hàm đo bên trong và hàm đo bên ngoài. Hàm đo bên trong thường được sử dụng để đo đường kính bên trong, và hàm đo bên ngoài thường được sử dụng để đo chiều dài và đường kính ngoài. Thước đo độ sâu Có một đầu dò ở cuối thang đo chính để đo độ sâu của lỗ.
 |
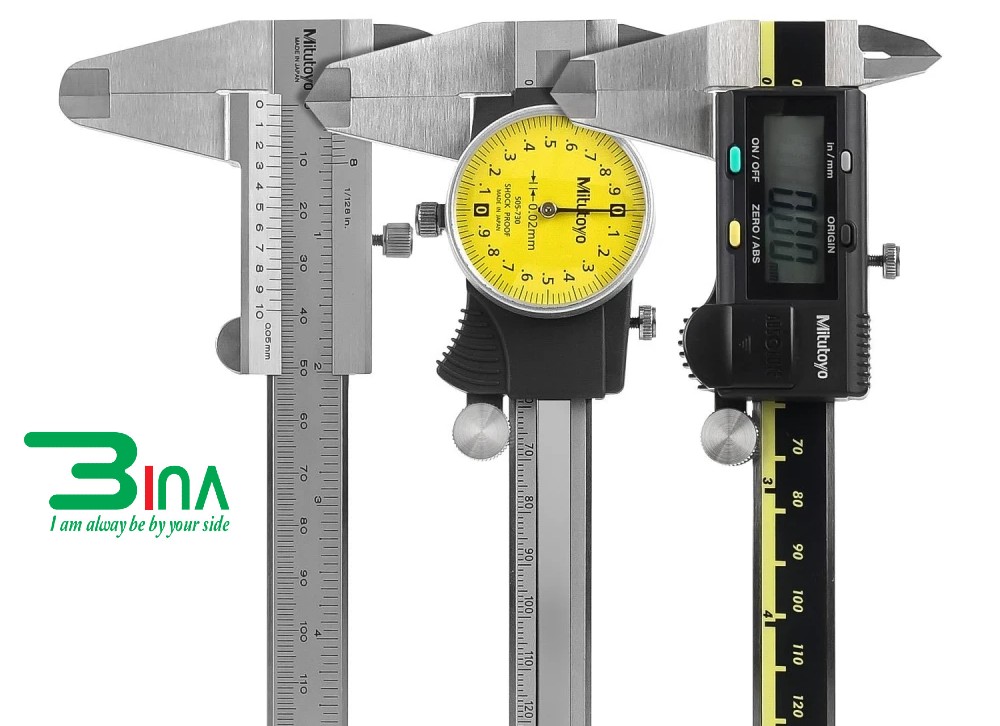
Phân loại theo màn hình hiển thị
Thước cặp đồng hồ:
Thước cặp đồng hồ còn được gọi là thước cặp đồng hồ, như thể hiện trong hình bên dưới. Thước cặp này sử dụng thanh răng và bánh răng để dẫn động kim chỉ hiển thị giá trị. Thang đo chính có các vạch chia gần đúng. Kết hợp với chỉ số đọc, đây là một loại thước cặp đồng hồ, nhưng nhanh hơn và chính xác hơn thước cặp thông thường.
- 1.Thước cặp đồng hồ không đồng hồ
- 2.Thước cặp đồng hồ tự khóa
- 3.Phân loại theo vật liệu chế tạo
- 4.Thước cặp đồng hồ thép không gỉ
- 5.Các loại thước cặp thép khác
 |
Phân loại theo cấu trúc
Thước cặp một mặt: Thước cặp một mặt có hàm đo bên trong và bên ngoài, có thể đo kích thước bên trong và bên ngoài, như thể hiện:
 |
Thước cặp hai mặt: Thước cặp hai mặt có hàm đo bên ngoài dạng lưỡi dao ở hàm trên và hàm đo bên trong và bên ngoài ở hàm dưới, có thể đo kích thước bên trong và bên ngoài, như thể hiện:
 |
Thước cặp ba chiều Các hàm đo bên trong của thước cặp ba chiều có hình dạng lưỡi dao và được sử dụng để đo kích thước bên trong; các hàm đo bên ngoài có bề mặt phẳng và hình dạng lưỡi dao để đo kích thước bên ngoài; mặt sau của thước cặp có thước đo độ sâu để đo độ sâu và chiều cao:
 |
Nguyên lý và ứng dụng
Nguyên lý hoạt động:
Thước cặp Vernier là một dụng cụ đo chiều dài thường được sử dụng trong công nghiệp. Nó bao gồm một thước đo chính và một thước đo Vernier trượt trên thước đo chính. Nhìn từ phía sau, thước đo Vernier trông như một khối thống nhất. Một tấm lò xo kết nối thước đo Vernier với thước đo chính, sử dụng độ đàn hồi của nó để giữ cho thước đo Vernier gần với thước đo chính. Một vít cố định ở phía trên của thước đo Vernier cho phép nó được cố định vào bất kỳ vị trí nào trên thước đo chính. Cả thước đo chính và thước đo Vernier đều có các hàm đo. Hàm đo bên trong có thể được sử dụng để đo chiều rộng rãnh và đường kính trong của ống, trong khi hàm đo bên ngoài có thể được sử dụng để đo độ dày của các chi tiết và đường kính ngoài của ống. Một thước đo độ sâu được kết nối với thước đo Vernier và có thể được sử dụng để đo độ sâu của rãnh và hình trụ. Cả thước đo chính và thước đo Vernier đều có các vạch chia. Lấy thước cặp Vernier chính xác đến 0,1 mm làm ví dụ, vạch chia nhỏ nhất trên thang đo chính là 1 mm và thang đo Vernier có 10 vạch chia nhỏ hơn, chia đều, với tổng chiều dài là 9 mm. Mỗi vạch chia là 0,9 mm, khác với vạch chia nhỏ nhất trên thang đo chính là 0,1 mm. Khi hàm đo được đóng lại, các vạch số không trên thang đo và Vernier thẳng hàng. Vạch chia đầu tiên của chúng khác nhau 0,1 mm, vạch thứ hai khác nhau 0,2 mm, v.v., cho đến vạch chia thứ 10 là 1 mm. Điều này có nghĩa là vạch chia thứ 10 trên Vernier thẳng hàng chính xác với vạch chia 9 mm trên thang đo chính. Khi chiều dài đo được là 0,1 mm, thang đo Vernier sẽ dịch chuyển 0,1 mm sang phải. Tại thời điểm này, vạch chia đầu tiên của nó thẳng hàng với vạch chia 1 mm trên thang đo chính. Tương tự, khi vạch chia độ thứ năm trên thước cặp thẳng hàng với vạch chia độ 5 mm trên thang đo chính, sẽ có một khe hở 0,5 mm giữa hai ngàm kẹp, v.v. Khi đo độ dài lớn hơn 1 mm, toàn bộ giá trị milimét phải được đọc từ vạch chia độ trên thang đo đối diện với vạch “0”.
Hướng dẫn sử dụng: Lau sạch ngàm kẹp bằng vải mềm, đóng lại và kiểm tra xem vạch số 0 trên thước cặp và thang đo chính đã thẳng hàng chưa. Nếu thẳng hàng, có thể thực hiện phép đo; nếu không thẳng hàng, phải ghi lại sai số 0: Sai số 0 dương xảy ra khi vạch số 0 của thước cặp nằm bên phải vạch số 0 của thang đo, và sai số 0 âm xảy ra khi vạch số 0 nằm bên trái (quy tắc này phù hợp với quy tắc vạch số, trong đó bên phải gốc tọa độ là dương và bên trái gốc tọa độ là âm). Trong khi đo, hãy giữ cân bằng tay phải, di chuyển thước cặp bằng ngón cái và giữ vật cần đo (đường kính ngoài hoặc đường kính trong) bằng tay trái, đặt vật vào giữa hai ngàm kẹp. Khi vật thể tiếp xúc chắc chắn với ngàm kẹp, bạn có thể đọc kết quả. Khi đo kích thước ngoài của chi tiết: đường nối hai bề mặt đo của thước cặp phải vuông góc với bề mặt cần đo và không bị lệch. Trong quá trình đo, bạn có thể lắc nhẹ thước cặp để đảm bảo thước cặp ở vị trí thẳng đứng. Nếu không, kết quả đo a sẽ lớn hơn kích thước thực tế b. Trước tiên, hãy mở ngàm kẹp di động của thước cặp sao cho nó có thể tự do tiếp xúc với phôi, đặt chi tiết vào ngàm kẹp cố định, sau đó di chuyển khung cân, tạo một lực nhẹ để ngàm kẹp di động tiếp xúc với chi tiết. Nếu thước cặp có cơ cấu điều chỉnh tinh, hãy siết chặt vít cố định trên cơ cấu điều chỉnh tinh, sau đó xoay đai ốc điều chỉnh để ngàm kẹp tiếp xúc với chi tiết và đọc kích thước. Tuyệt đối không điều chỉnh hai ngàm kẹp của thước cặp gần bằng hoặc thậm chí nhỏ hơn kích thước cần đo, khiến thước cặp bị ép vào chi tiết. Làm như vậy sẽ làm biến dạng ngàm kẹp hoặc gây mòn sớm bề mặt đo, khiến thước cặp mất độ chính xác mong muốn.
Trên đây là phần giới thiệu về thước cặp Vernier, bao gồm cách đọc, cách sử dụng và ứng dụng của chúng. Vì thước cặp Vernier là công cụ đo lường tương đối chính xác, nên hiện nay chúng được sử dụng rộng rãi trong đo chiều dài công nghiệp. Với sự phát triển của khoa học công nghệ và sự mở rộng không ngừng của các ngành công nghiệp, việc số hóa các thiết bị đo lường đang là xu hướng phổ biến hiện nay và trong tương lai, và yêu cầu về hiệu quả đo lường chi tiết gia công sẽ tiếp tục tăng lên. Hiện nay, phương pháp kiểm tra chất lượng nội bộ tại các nhà máy là đo một điểm dữ liệu rồi ghi chép thủ công trên giấy, hoặc để một người đo và một người khác ghi chép. Khi cần phân tích, người vận hành nhập dữ liệu vào bảng tính Excel. Vấn đề của phương pháp đo lường truyền thống này là hiệu suất thấp và dễ dàng ghi lại dữ liệu không chính xác. Để giải quyết vấn đề này, một phương pháp đo chiều dài hiệu quả cao bằng thước cặp Vernier đã được phát triển. Chỉ cần kết nối thiết bị thu thập dữ liệu của chúng tôi với thước cặp Vernier, thiết bị sẽ tự động thu thập dữ liệu đo, ghi lại, phân tích và tính toán, tạo ra các biểu đồ khác nhau và tự động đánh giá kết quả đo. Phương pháp này thực sự số hóa phép đo, giảm thiểu sai số do đo lường thủ công và cải thiện đáng kể hiệu quả đo lường.
 |
Ứng dụng:
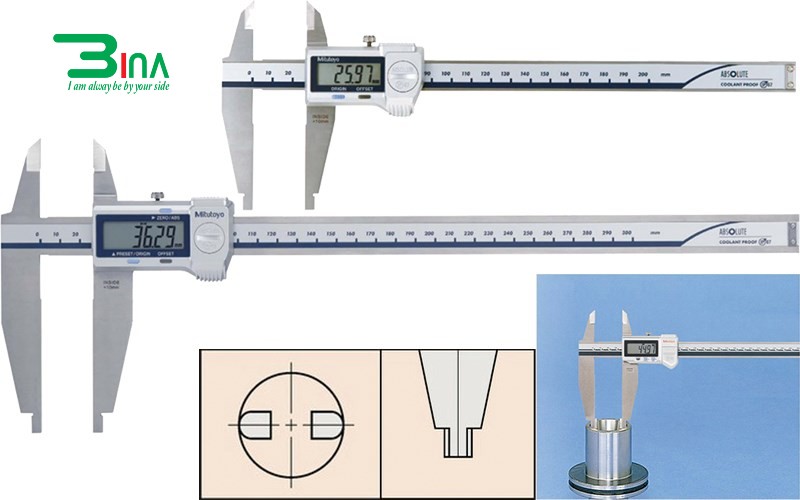
Là một dụng cụ đo lường thông dụng, thước cặp Vernier có thể được sử dụng cụ thể trong bốn lĩnh vực sau:
- 1. Đo chiều rộng phôi;
- 2. Đo đường kính ngoài phôi;
- 3. Đo đường kính trong phôi;
- 4. Đo chiều sâu phôi.
Đọc: Khi đọc, trước tiên hãy sử dụng vạch số 0 trên thang đo Vernier làm mốc để đọc phần nguyên tính bằng milimét trên thân thước cặp. Sau đó, quan sát vạch nào trên thang đo Vernier trùng với vạch trên thân thước cặp. Ví dụ: nếu vạch thứ 6 trùng với vạch trên thân thước cặp, thì phần thập phân là 0,6 milimét (nếu không có vạch nào trùng khớp hoàn toàn, hãy lấy vạch gần nhất). Nếu có sai số bằng 0, hãy trừ sai số bằng 0 khỏi kết quả trên (sai số bằng 0 là số âm, tương đương với việc cộng thêm cùng một lượng sai số bằng 0). Kết quả đọc là: L = Phần nguyên + Phần thập phân – Sai số bằng 0. Để xác định vạch chia độ nào trên thang đo Vernier trùng với vạch chia độ trên thang đo chính, hãy sử dụng phương pháp sau: Chọn ba vạch liền kề. Nếu vạch bên trái nằm bên phải vạch tương ứng trên thang đo chính, và vạch bên phải nằm bên trái vạch tương ứng trên thang đo chính, thì vạch giữa có thể được coi là thẳng hàng. L = Độ chia độ trước khi căn chỉnh + Độ thẳng hàng của vạch chia độ thứ n trên thang đo vernier với vạch chia độ trên thang đo chính * (nhân với) giá trị chia độ. Nếu cần nhiều lần đo để lấy giá trị trung bình, không cần phải trừ đi sai số 0 mỗi lần; chỉ cần trừ sai số 0 khỏi kết quả cuối cùng.
Giải thích sau đây sử dụng một trạng thái nhất định của thước cặp vernier 0,02 được hiển thị trong Hình 4 làm ví dụ.
- 1. Đọc vạch chia độ bên trái vạch chia độ 0 trên thang đo chính; giá trị này là phần nguyên của giá trị đọc cuối cùng. (Hình hiển thị 33mm.)
- 2. Phải có một vạch chia độ trên thang đo vernier thẳng hàng với thang đo chính. Đọc số vạch chia độ bên trái vạch chia độ này trên thang đo vernier; đây là 12 vạch chia độ. Nhân giá trị này với độ chính xác 0,02 mm của thước cặp Vernier để có được phần thập phân của giá trị đọc cuối cùng. Ngoài ra, bạn có thể đọc trực tiếp giá trị đọc của vạch chia độ này trên thang đo Vernier, như minh họa trong sơ đồ: 0,24 mm.
- 3. Cộng phần nguyên và phần thập phân để có được kích thước tổng, là 33,24 mm.
Thông báo về độ chính xác Thước cặp Vernier thông thường được phân loại thành ba loại theo độ chính xác: 0,1 mm, 0,05 mm và 0,02 mm. Thước cặp Vernier có độ chính xác 0,05 mm và 0,02 mm hoạt động theo cùng một nguyên lý và được sử dụng làm thước cặp Vernier có độ chính xác 0,1 mm được mô tả trong bài viết này. Thước cặp Vernier có độ chính xác 0,05 mm có 20 vạch chia đều nhau trên thang đo Vernier, với tổng chiều dài là 19 mm. Khi đo, nếu vạch chia độ thứ 11 trên thang chia độ thẳng hàng với thang chia độ chính, thì số đọc phần thập phân là 11/20 mm = 0,55 mm; nếu vạch chia độ thứ 12 thẳng hàng với thang chia độ chính, thì số đọc phần thập phân là 12/20 mm = 0,60 mm. Thông thường, thang chia độ có n vạch chia đều nhau và tổng chiều dài của chúng bằng tổng chiều dài của (n-1) vạch chia đều nhau trên thang chia độ chính. Nếu vạch chia nhỏ nhất trên thang chia độ là x và vạch chia nhỏ nhất trên thang chia độ chính là y, thì nx = (n-1)y, x = y – (y/n). Hiệu số giữa vạch chia nhỏ nhất trên thang chia độ chính và thang chia độ là Δx = y – x = y/ny/n, được gọi là độ chính xác của thước cặp, xác định số chữ số thập phân trong phép đo. Như có thể thấy từ công thức, việc cải thiện độ chính xác đo lường của thước cặp Vernier liên quan đến việc tăng số vạch chia trên thang Vernier hoặc giảm giá trị vạch chia nhỏ nhất trên thang đo chính. Thông thường, y là 1 mm, và n có giá trị là 10, 20 và 50, tương ứng với độ chính xác lần lượt là 0,1, 0,05 và 0,02 mm. Độ chính xác của thước cặp Vernier cơ học với độ chính xác 0,02 mm không thể được cải thiện thêm do những hạn chế về độ chính xác cấu trúc của nó và khả năng phân biệt sự thẳng hàng của hai vạch chia của mắt người.
 |
Hướng dẫn bảo quản
Sau khi sử dụng, lau sạch thước cặp bằng sợi bông. Khi không sử dụng trong thời gian dài, hãy tra mỡ hoặc dầu máy, đóng hàm và siết chặt các vít khóa, sau đó đặt thước cặp vào hộp đựng và đóng nắp lại. Thước cặp có bốn giá trị đọc tối thiểu: 0,1 mm (10 vạch chia trên thang đo), 0,05 mm (20 vạch chia trên thang đo), 0,02 mm (50 vạch chia trên thang đo) và 0,01 mm (100 vạch chia trên thang đo).
Lưu ý:
- 1. Thước cặp là dụng cụ đo chính xác; hãy cầm cẩn thận và tránh va chạm hoặc làm rơi. Không sử dụng thước cặp để đo các vật thô để tránh làm hỏng hàm. Tránh cất giữ thước cặp cùng với các dụng cụ cắt để tránh trầy xước. Khi không sử dụng, hãy bảo quản thước cặp ở nơi khô ráo, trung tính, tránh xa các chất có tính axit hoặc kiềm để tránh bị ăn mòn.
- 2. Trước khi đo, hãy vệ sinh thước cặp và kiểm tra xem cả mặt đo và cạnh cắt đều thẳng và không bị hư hỏng. Khi hai hàm kẹp được đóng chặt, không được có khe hở đáng kể. Đồng thời, các vạch số 0 trên thước cặp và thang đo chính phải thẳng hàng. Quá trình này được gọi là hiệu chuẩn điểm 0 của thước cặp.
- 3. Khi di chuyển khung thước cặp, chuyển động phải mượt mà, không quá lỏng cũng không quá chặt, và không được lắc lư. Khi cố định khung bằng vít cố định, số đọc thước cặp không được thay đổi. Khi di chuyển khung, hãy nhớ nới lỏng vít cố định, nhưng không được nới lỏng quá nhiều để tránh làm rơi vít.
- 4. Khi đo các chi tiết bằng thước cặp, không được dùng lực quá mạnh. Lực ép chỉ nên vừa đủ để hai hàm kẹp tiếp xúc với bề mặt chi tiết. Lực ép quá mạnh không chỉ khiến hàm kẹp bị cong hoặc mòn mà còn gây ra biến dạng đàn hồi dưới áp lực, dẫn đến kết quả đo không chính xác (kích thước bên ngoài nhỏ hơn kích thước thực tế, kích thước bên trong lớn hơn kích thước thực tế).
- 5. Khi đọc thước cặp Vernier, hãy giữ thước nằm ngang, hướng về phía nguồn sáng và giữ cho đường ngắm càng vuông góc càng tốt với vạch chia của thước cặp để tránh sai số do đường ngắm bị lệch.
- 6. Để có kết quả đo chính xác, hãy đo nhiều lần. Nghĩa là, đo từ các hướng khác nhau trên cùng một mặt cắt ngang của chi tiết. Đối với các chi tiết dài hơn, hãy đo tại nhiều điểm khác nhau trên toàn bộ chiều dài để có kết quả chính xác hơn.
 |
Bảo dưỡng định kỳ
1. Khắc phục sự cố thường gặp của thước cặp Vernier
Sửa chữa ngoại hình:
Yêu cầu về ngoại hình: Bề mặt thước cặp phải được phủ đồng đều, các vạch chia phải rõ ràng, mặt kính phải trong suốt và sạch sẽ, không có gỉ sét, vết lõm, gờ, lớp phủ bong tróc, vết xước rõ ràng, đường đứt gãy dễ thấy hoặc độ dày không đều, hoặc các khuyết tật khác ảnh hưởng đến chất lượng ngoại hình.
Sửa chữa ngoại thất cơ bản: Đầu tiên, làm sạch thước cặp bằng xăng công nghiệp hoặc dầu hỏa. Sau đó, loại bỏ gờ bằng đá mài dầu mịn. Tiếp theo, sử dụng giấy nhám 0 grit hoặc 380 grit với một lượng nhỏ dầu hỏa để đánh bóng bề mặt theo một hướng, đảm bảo kết cấu đồng đều.
Để đánh bóng các bề mặt chia độ của thước cặp, nếu bị ăn mòn nghiêm trọng, hãy cắt giấy nhám thành các dải hẹp hơn một chút so với chiều rộng của thang đo chính và ấn chúng lên bề mặt chia độ bằng tay để tránh bị đứt nét.
Đối với thước cặp mạ crôm, chỉ cần làm sạch và loại bỏ các gờ bằng đá mài boron carbide; việc đánh bóng thường không cần thiết để tránh làm bong lớp mạ crôm.
Sửa chữa hàm đo bị hỏng:
- (a) Nếu phần bị hỏng ngắn, hãy mài cả hai hàm cùng nhau bằng đá mài để làm ngắn và làm phẳng chúng.
- (b) Nếu phần bị hỏng dài hoặc hoàn toàn, hãy mài cả hai hàm để tạo thành hàm đo một mặt. Sửa chữa các bộ phận bị hư hỏng rõ ràng khác: Trong quá trình sử dụng thước cặp, tai nạn có thể gây ra hư hỏng rõ ràng như hàm bị xoắn, khung trượt bị biến dạng hoặc kẹt, và thang đo chính bị cong vênh nghiêm trọng. Khi hàm bị xoắn hoặc khung trượt bị biến dạng nghiêm trọng, có thể kẹp chặt bằng ê tô và nắn thẳng bằng búa gỗ trên bề mặt phẳng.
2. Yêu cầu và sửa chữa cho sự tương tác của các bộ phận khác nhau của thước cặp:
Yêu cầu: Chuyển động của khung cân dọc theo thân thước cặp phải trơn tru, không bị cản trở hoặc lỏng lẻo.
Sửa chữa khung cân không linh hoạt và bị rung lắc:
- (a) Biến dạng/uốn cong của thước chính: Nguyên nhân là do ứng suất bên trong chưa được giải phóng. Có thể nắn thẳng bằng ê tô kẹp, hoặc đặt trên một tấm gỗ và nắn thẳng bằng búa gỗ cứng hoặc búa đồng nhẵn.
- (b) Bề mặt tham chiếu của thước chính kém phẳng và song song: Bề mặt tham chiếu của thước chính phải được mài theo chiều dọc trên một bề mặt làm việc phẳng, hoặc bề mặt đo của hàm có thể được mài thô để đạt được yêu cầu này.
Sửa khe hở giữa khung thước cặp, thang đo thước cặp và thang đo chính:
- (I) Hàn hai tấm đồng hoặc thép mỏng có độ dày phù hợp vào cả hai mặt của mặt đáy bên trong khung thước cặp.
- (II) Đối với thước cặp có thang đo thước cặp cố định, có thể đặt một thanh kim loại có đường kính ngoài phù hợp lên góc vát của thang đo thước cặp và dùng ê-tô kẹp chặt.
- (III) Đối với thước cặp có thang đo thước cặp di động, có thể dùng giũa nhỏ để nghiêng nhẹ mặt đáy của thang đo thước cặp vào trong; hoặc có thể dùng giũa nhỏ để giũa phẳng bề mặt của khung thước cặp tiếp xúc với thang đo thước cặp hoặc mài một lớp trên máy mài bề mặt.
Sửa chữa cơ cấu điều chỉnh tinh: Khi rãnh của khung thước cặp bị mòn, nó sẽ tạo ra một hành trình tự do. Nếu khe hở nhỏ, có thể dùng ê-tô kẹp để thu hẹp rãnh và điều chỉnh bằng giũa nhỏ. Nếu khe hở quá lớn, nên lắp đai ốc có chiều dài phù hợp.
Sửa chữa và thay thế lò xo Caliper: Khi đóng hàm đo nhiều lần, khe hở có thể xuất hiện hoặc biến mất, hoặc thay đổi kích thước. Nguyên nhân chủ yếu là do lò xo mất độ đàn hồi. Hãy thay thế lò xo ngay lập tức và đảm bảo chúng phù hợp với kích thước của caliper. Khung trượt không được quá chặt hoặc quá lỏng.
Điều chỉnh điểm 0 của Caliper:
- (a) Điều chỉnh thước cặp di động.
- (b) Nếu phương pháp trên không còn hiệu quả sau thời gian dài sử dụng, có thể sử dụng phương pháp điều chỉnh. Khoan lỗ trên khung caliper, ren và tạo lỗ định tâm. Sau đó, lắp thước cặp và căn chỉnh điểm 0.
3. Sửa chữa ma sát giữa bề mặt trên và dưới của hàm đo bên trong có cạnh dao:
Trước tiên, xác định hàm nào bị biến dạng, sau đó điều chỉnh lại. Sử dụng búa đồng hoặc búa gỗ để gõ và nắn thẳng, nhưng không dùng lực quá mạnh để tránh biến dạng hoặc gãy thêm.
4. Sửa chữa độ phẳng và độ song song của bề mặt đo của thước cặp:
(a) Mài thủ công: Khi mài, kẹp thước cặp vào ê tô. Giữ tay và máy mài phẳng, tác dụng lực đều, không nghiêng.
Khi độ nhám của bề mặt đo lớn, trước tiên nên mài thô bằng đá mài. Phương pháp sửa chữa này hiện nay được sử dụng phổ biến.
(b) Sửa chữa độ song song thường được thực hiện đồng thời với sửa chữa độ phẳng. Máy mài là công cụ chính để sửa chữa độ phẳng và độ song song của thước cặp.
5. Sửa chữa lỗi chỉ thị thước cặp:
Việc sửa chữa nên được thực hiện tùy theo nguyên nhân gây ra lỗi. Vì lỗi chỉ thị phản ánh toàn diện lỗi của các bộ phận khác nhau của thước cặp, nên lỗi chỉ thị thường sẽ đáp ứng các yêu cầu sau khi sửa chữa các bộ phận khác được kiểm tra.
6. Sửa chữa độ thẳng của thước cặp đo độ sâu:
Thận trọng:
- 1. Thước cặp Vernier là dụng cụ đo tương đối chính xác. Hãy cầm chúng cẩn thận và tránh va chạm hoặc làm rơi. Không sử dụng thước cặp để đo các vật thô ráp để tránh làm hỏng ngàm đo. Tránh cất giữ thước cặp cùng với các dụng cụ cắt để tránh làm xước bề mặt thước cặp. Khi không sử dụng, hãy bảo quản thước cặp ở nơi khô ráo, trung tính, tránh xa các chất có tính axit và kiềm để tránh bị ăn mòn.
- 2. Trước khi đo, hãy vệ sinh thước cặp và kiểm tra xem hai mặt đo và các cạnh đo có thẳng hàng và không bị hư hỏng không. Khi hai ngàm đóng chặt, không được có khe hở đáng kể. Đồng thời, các vạch số 0 trên thang đo vernier và thang đo chính phải thẳng hàng. Quá trình này được gọi là hiệu chuẩn điểm 0 của thước cặp vernier.
- 3. Khi di chuyển khung thước cặp, chuyển động phải mượt mà, không quá lỏng cũng không quá chặt, và không được lắc lư. Khi cố định khung bằng vít cố định, số đọc của thước cặp không được thay đổi. Khi di chuyển khung, hãy nhớ nới lỏng các vít cố định, nhưng không được nới lỏng quá nhiều để tránh làm rơi khung.
- 4. Khi đo kích thước bên ngoài của chi tiết: đường nối hai mặt đo của thước cặp phải vuông góc với bề mặt cần đo và không được lệch. Trong quá trình đo, bạn có thể lắc nhẹ thước cặp để căn chỉnh chúng theo chiều thẳng đứng. Ngược lại, nếu các hàm đo ở vị trí không chính xác, kết quả đo a sẽ lớn hơn kích thước thực tế b. Trước tiên, hãy mở hàm đo di động của thước cặp để có thể kẹp chặt phôi. Đặt phôi vào hàm đo cố định, sau đó di chuyển khung và tác dụng một lực nhẹ để hàm đo di động tiếp xúc với phôi. Nếu thước cặp có cơ cấu điều chỉnh chính xác, hãy siết chặt vít cố định trên cơ cấu điều chỉnh chính xác, sau đó xoay đai ốc điều chỉnh để hàm đo tiếp xúc với phôi và đọc kích thước. Tuyệt đối không điều chỉnh hai hàm đo của thước cặp gần bằng hoặc thậm chí nhỏ hơn kích thước cần đo và dùng lực ép thước cặp lên phôi. Làm như vậy sẽ làm biến dạng ngàm đo hoặc gây mòn sớm bề mặt đo, khiến thước cặp mất đi độ chính xác mong muốn.
- 5. Khi đo chi tiết bằng thước cặp Vernier, không nên dùng lực quá mạnh. Lực đo phải vừa đủ để hai ngàm đo chỉ tiếp xúc với bề mặt chi tiết. Nếu lực đo quá lớn, không chỉ khiến ngàm đo bị cong hoặc mòn mà còn gây biến dạng đàn hồi của ngàm dưới tác động của lực, dẫn đến kết quả đo không chính xác (kích thước ngoài nhỏ hơn kích thước thực tế, kích thước trong lớn hơn kích thước thực tế).
- 6. Khi đọc thước cặp Vernier, hãy giữ thước nằm ngang, hướng về phía nguồn sáng và giữ đường ngắm vuông góc nhất có thể với vạch chia của thước cặp để tránh sai số do đường ngắm bị lệch.
- 7. Để có kết quả đo chính xác, hãy thực hiện nhiều phép đo. Nghĩa là, đo từ các hướng khác nhau trên cùng một mặt cắt ngang của chi tiết. Đối với các chi tiết dài hơn, nên đo tại nhiều điểm khác nhau trên toàn bộ chiều dài để đảm bảo kết quả chính xác hơn.












Đánh giá
Chưa có đánh giá nào.